Obecna sytuacja z FMEA przypomina mi tą z RODO sprzed roku. Dużo szumu informacyjnego, sporo niepewności co to będzie i kilka fake newsów. W tym wszystkim zapominamy, czym tak naprawdę jest FMEA i jakiego jest jego zadanie. Nowe FMEA to ciągle narzędzie do prewencyjnego zarządzania jakością, do określania potencjalnych problemów i ich przyczyn. W tej materii nie zmieni się nic i powinniśmy mieć tego świadomość.
Co to jest FMEA?
FMEA jest to metoda pozwalająca oszacować ryzyka w danym procesie produkcyjnym, czy usługowym lub produkcie. Skupmy się na FMEA procesu np. montażowego. W tym wypadku FMEA przyjmuje nazwę PFMEA (od słowa „process”).
Zadaniem PFMEA jest określenie problemów występujących w poszczególnych operacjach procesu. Każdą z operacji należy poddać szczegółowej analizie i zweryfikować, który z czynników może zawieść i jaki problem może wystąpić.
FMEA dla procesu powinno wykonywać się w fazie projektowania procesu, ale niestety często rzeczywistość jest inna. Powołany zespół do określenia ryzyka rozbiera proces na czynniki pierwsze i spisuje poszczególne prawdopodobne problemy w jednym miejscu.
Wszystkie czynniki rozpisywane są w tabeli, wystarczy nam prosty arkusz Excel.
Pamiętajcie, że na etapie szukania potencjalnych ryzyk, nie ma głupich pomysłów. Zastosujcie burze mózgów lub diagram pokrewieństwa. Czy potencjalne ryzyko, problem jest poważny, okażę się w dalszej części FMEA.
Każdy z czynników poddaje się ocenie w 3 kategoriach:
severity (wpływ na klienta)
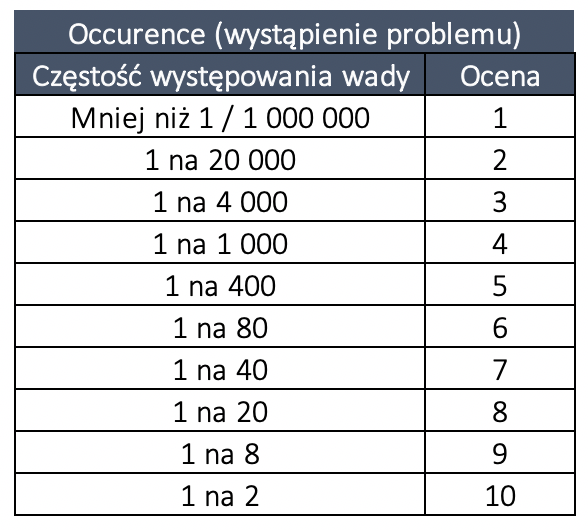
occurence (możliwość wystąpienia)
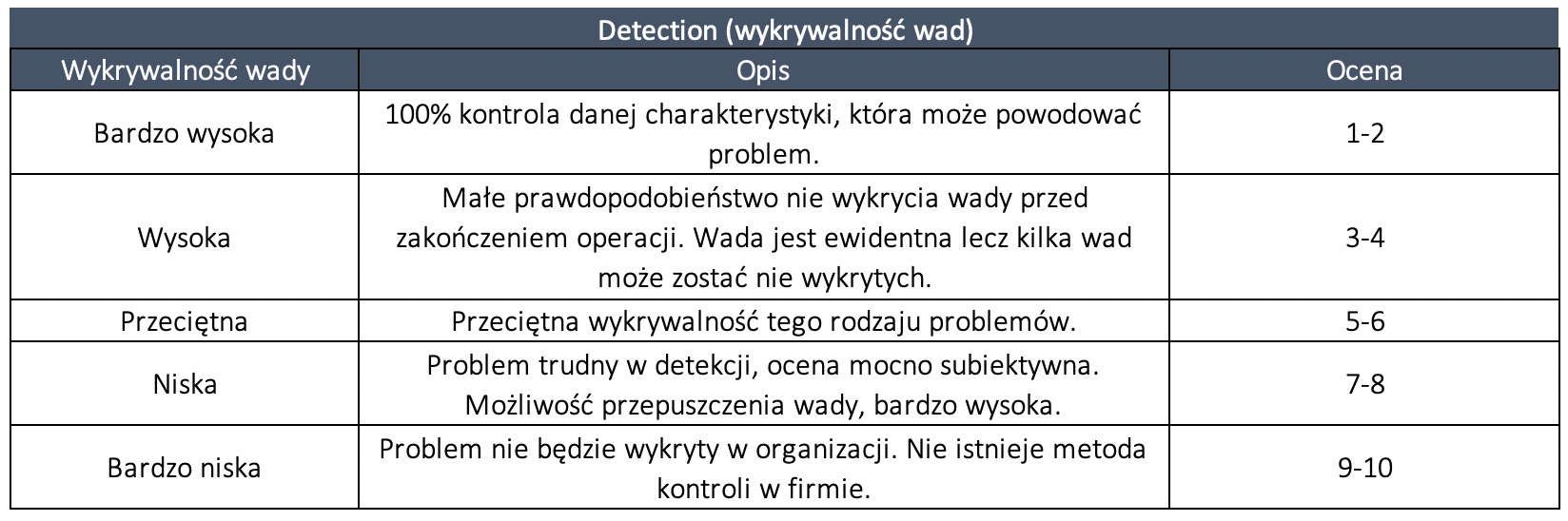
detection (możliwość detekcji)
Zapytacie mnie jakie kryteria przyjąć przy ocenie? Z pomocą przychodzą nam tabele.
Następnie każdą z kategorii mnoży się przez siebie i otrzymujemy iloczyn w skali od 1 do 1000. Im większy wskaźnik, tym gorzej. Jeszcze otrzymujemy, bo RPN (czyli iloczyn 3 kategorii), odchodzą do lamusa… ale o tym później, w opisie nowego FMEA.
Dalej nie wiem co to FMEA…
W takim razie nie pozostaje mi nic innego jak pokazać Ci przykład.
Wyobraź sobie proces wytwarzania metalowych wsporników. Wspornik ten przechodzi przez 3 procesy:
wycinanie laserowe wspornika z blachy
wiercenie 3 otworów
zaginanie wspornika – kąt 90 stopni
Wydawałoby się proces. Skupmy się na wierceniu otworów. Co może pójść nie tak? Na szybko przychodzą mi 4 możliwe problemy:
Otwór może być za duży
lub może być za mały
Otwór może być w nieodpowiednim miejscu
lub może być wykonany pod złym kątem
Przejdźmy więc teraz do potencjalnych przyczyn jednego z potencjalnych problemów. Co może spowodować, że otwór będzie za duży? Przy tej analizie możesz posłużyć się ściągą z diagramu Ishikawy (weź pod uwagę same kategorie, nie rób analizy Ishikawy). Ja widzę takie możliwości:
nieprawidłowa średnica otworu w technologii
złe oznaczenie wierteł (większe wiertło oznaczone jako mniejsze)
brak opisu wielkości wiertła w technologii
pomieszane wiertła w skrzyni narzędziowej
Teraz te właśnie przyczyny poddajemy skrupulatnej ocenie zespołu. Spróbujmy z ostatnim przypadkiem. Wiemy, że w naszej firmie zdarzało się, że otwór wywiercony we wsporniku był za duży. Zdarzało się również, że pomieszano wiertła w skrzyni, ponieważ nie ma tam jednego standardu i wszystkie leżą jeden na drugim. Na szczęście w naszej organizacji jest kontrola jakości, która za pomocą przyrządu z tulejkami weryfikuje wszystkie wyroby.
Jaki otrzymamy wynik?
Occurence (wystąpienie problemu) – 5
Severity (wpływ na klienta) – 9
Detection (detekcja) – 1
Iloczyn, dawniej zwanym RPN (dlaczego już nie jest dowiecie, się w dalszej części wpisu), wynosi 45. Wynik akceptowalny dla organizacji. Mówi się, że 100 to taka graniczna wartość.
Mam nadzieję, że teraz sama metoda jest dla Ciebie bardziej zrozumiała.
Czy FMEA jest trudne?
Sama metoda i narzędzia do FMEA są proste. W zasadzie mamy podane wszystko na tacy: analiza procesu, burza mózgów, ocena według 3 kategorii, przyjęcie wskaźnika RPN granicznego podanego przez klienta.
To, co może powodować nam problem to znajomość procesu i szerokie spojrzenie na możliwość występowania problemów.
Dlatego właśnie FMEA będzie trudne, gdy będziemy się je starać zrobić w pojedynkę, w procesie, którego dobrze nie znamy. Jako inżynierowie jakości nie możemy brać tak dużej odpowiedzialności na nasze kruche barki. FMEA to dzieło zespołu i ma służyć organizacji, firmie i klientowi, a nie działowi jakości.
Jeżeli zastosujecie takie podejście, nauczycie się podstawowych zasad opisanych powyżej, to żadne FMEA nie będzie dla Was trudne. Zbierzcie dobry zespół, poświęćcie wystarczająco dużo czasu i rozczeszcie proces na atomy. Następnie wypiszcie potencjalne problemy (wraz z zespołem) i poddajcie je ocenie – Severity, Occurence, Detection.
Po co FMEA?
Zapytać się możecie, dlaczego robi się FMEA? Po co sprawdzać każdą możliwy problem i jego potencjalne przyczyny, jeżeli mogą w ogóle nie wystąpić? Przecież to strata czasu i zasobów.
No nie do końca. Raz stworzone FMEA posłuży jako baza do zarządzania jakością, projektowania procesu oraz bramek kontrolnych. Raz poświęcony czas przez tydzień czy nawet dwa, będzie procentował przez kolejne lata.
Dobrze wykonane FMEA pozwoli ci świadomie zarządzać jakością procesu, zarządzać w sposób prewencyjny. Przeprowadzenie metody, wraz z grupą ekspertów, poszerzy też Twoją wiedzę na temat samego procesu.
Dobrze udokumentowane FMEA będzie skarbnicą wiedzy na temat jakości procesu i będzie bardzo przydatne, gdy pojawi się pierwszy problem jakościowy u klienta czy w organizacji. Ale jak to? Pojawi się problem? Przecież wszystko zostało sprawdzone w FMEA?!
Uwierz mi na słowo, że niezależnie od dokładności FMEA, przy tak zmieniającym się świecie, jakiś problem jakościowy na pewno wystąpi. Dzięki FMEA wystąpi ich na pewno 90% mniej niż bez przeprowadzenia tej dobrej prewencyjnej metody.
Co po FMEA?
Metoda określania ryzyk w procesie, nie kończy się tylko na określeniu potencjalnych problemów i ich przyczyn. Dla wartości wykraczających poza granicę skali (przyjmij 100), należy wdrożyć akcje korygujące, aby przyczynę wyeliminować.
Ja jestem również zwolennikiem eliminowania przyczyn, które powstają, mają duży wpływ na klienta, ale są wykrywalne w 100% w organizacji. Dla mnie kontrola jakości to również MUDA i powinniśmy przenosić zarządzanie jakością z reaktywnego (kontroli) do prewencyjnego (określenie przyczyny i eliminacja).
Już w 2018 roku zrobił się popłoch, bo AIAG wraz z VDA postanowiło wydać nową wersję podręcznika do FMEA. Postanowili oni nieco namieszać i zmienić kilka elementów. Jaki był tego cel? Do końca nie wie nikt, możemy się tylko domyśleć.
Nie mniej jednak pamiętać trzeba o tym, że cała idea narzędzia się nie zmieniła. FMEA ma służyć do prewencyjnego zarządzania jakością, do określania ryzyk i detekcji potencjalnych przyczyn problemów.
Brak RPN na rzecz AP
Znika RPN, święty Gral… a zastępuje je AP (action priority). Czyli tak naprawdę zmienia się niewiele. Hucznie omawiana zmiana, sprowadza się w gruncie rzeczy do zmiany oznaczenia oceny przyczyny.
Action priority w FMEA to nic innego jak inny sposób obliczania RPN, sposób zufinikowany i biorący pod uwagę więcej zmiennych. Zamiast prostego iloczyny Occurence, Severity i Detection, będziemy posługiwać się Tabelę, której wynikiem będzie tym razem LITERA, a nie wartość.
Część matrycy Action Priority wygląda tak:
Tak więc moi drodzy, jeżeli wcześniej w waszej organizacji, jakaś przyczyna miała wartość RPN = 90 dla wartości Severity 9, Occurence 2 i Detection 5, to od momentu wejścia nowego FMEA otrzymacie wartość: Kategoria 6 M.
Patrząc szerzej na wskaźnik RPN, ta zmiana ma sens. Nie każda wartość RPN = 100 daje takie samo zagrożenie w organizacji. Zmienne w zakresie 3 kategorii, mogą oznaczać co innego. Inaczej powinniśmy reagować w przypadku przyczyny, która występuje często (occurence = 10), ma duży wpływ na klienta (severity = 10), a jest w 100% wykrywalna (detection = 1), niż do przyczyny, która występuje rzadko (occurence = 2), ma średni wpływ na klienta (severity = 5) i jest niewykrywalna przez kontrolę (detection 10).
Nowy proces FMEA – 5 T
Nowy podręcznik AIAG usystematyzuje sposób przeprowadzania FMEA. W końcu jest jeden prosty stanard nazwany 5T. Co to takiego? To 5 słów rozpoczynających się od litery T, czyli:
Team (zespół)
Time (czas – ramy czasowe)
Target (cel)
Tool (narzędzia)
Task (zadania)
Każda poważna organizacja powinna pracować według tych standardów przy wszystkich projektach. Określenie dobrego zespołu, o którym pisałem już wcześniej, to podstawa. Oszacowanie czasu potrzebnego na wykonanie FMEA oraz określenie planu to kolejny ważny krok. Równie ważna jest świadomość celu wykonania analizy. Korzystanie ze standardowych narzędzi, za każdym razem takich samych, ułatwi zarządzanie FMEA. Na końcu powinniśmy pamiętać o zadaniach, akcja korygujących, które powinniśmy wdrożyć po przeprowadzonej analizie.
FMEA MSR (monitoring system response)
Suplementem do DFMEA zostaje uznane MSR. Wprowadzono je w celu spełnienia wymagać ISO 26262, na temat bezpieczeństwa funkcjonalności systemów monitorowania pracy pojazdu.
Nieco inne podejście do analizy i tylko dla producentów tych systemów, które monitorują pracę pojazdu.
Nowy podręcznik FMEA
W czerwcu ukażę się nowy podręcznik wydany przez AIAG i VDA. Będzie to pierwsze wspólne wydanie, które zawierać będzie szczegółowe informacje na temat FMEA. Na pewno dobrze jest je zakupić i się z nim zapoznać. Nie sądzę, że zostaniecie mocno zaskoczeni.
Podsumowanie
Podejdźcie do zmian z rozwagą i spokojem. Metoda ma służyć prewencyjnemu zarządzaniu jakością i zapewnieniu tej jakości, a nie zadowalaniu audytorów ze strony klienta. Jeżeli dobrze, do tej pory, wykonywaliście analizy, to z nową metodą poradzicie sobie świetnie. Pamiętajcie o zmianie detalów, takie jak procesowe podejście do FMEA, oraz zamiana RPN na AP oraz dopilnujcie pozostałych szczegółów z nowego wydania Handbooka. Życzę Wam sukcesów we wdrażaniu nowego podejścia. W razie pytań, zostawcie komentarze.