Czy marzy Ci się przewidywać przyszłość? Nie jest to możliwe według wszelkich praw nauki. Możesz za to przewidywać jakość. Tak, przewidywać jakość. Z pomocą przychodzi SPC, czyli statystyczne sterowanie procesem. Jest to prosty sposób do obserwacji procesów i reagowanie zanim pojawi się niezgodność. Nauczę Cię tego w tym artykule. Pomogę Ci przewidywać przyszłość jakości, wytłumaczę od podstaw czym jest metoda SPC, zaprezentuję pięć podstawowych narzędzi oraz dam Ci pięć darmowych, automatycznych formularzy Excel do wdrożenia metody SPC. Mało? Pokaże Ci na przykładzie jak zastosowano SPC w przedsiębiorstwie. Dowiedz się jak zostać jasnowidzem jakości ;).
Co to jest SPC?
SPC wykorzystuje statystykę i dane z procesu aby weryfikować odchylenia od założonych standardów. Do utrzymania wysokiej jakości produktów potrzebujesz utrzymać powtarzalność procesu. To, czy istnieje powtarzalność wytwarzania gotowych produktów jesteśmy w stanie zmierzyć, zbadać czy sprawdzić.
SPC bada wszelkie odchylenia od standardu i daje Ci możliwość zareagowanie jeszcze przed pojawieniem się problemów, przed pojawieniem się produktów niezgodnych. Jest to metoda stwierdzająca poziom stabilności procesu. Nazwa statystyczna kontrola procesu może sugerować, że metoda ta jest bardzo skomplikowana. Nic bardziej mylnego! Chodzi w dużym skrócie o zbieranie danych z procesu, a następnie przedstawianie ich i analizowanie w formie wykresów lub diagramów.
Za ojców SPC uznaje się dwójkę pionierów zarządzania jakością Shewarta i Deminga. Shewart w trakcie studiowania nowych artykułów brytyjskich statystyków zauważył, że procesy naturalne zachowują się inaczej niż procesy przemysłowe. Niektóre procesy przemysłowe nie zachowywały się tak jak procesy naturalne (zachowanie ludzi, zwierząt, natury itp.). Dane pomiarowe z procesów produkcyjnych nie zawsze rozkładały się według zasady Gaussa, czyli rozkładu normalnego. Opracował więc kilka narzędzi do badania i przede wszystkim sterowania procesem. Nazwał je SPC.
A Deming, jak to Deming… Zabrał się za marketing. Z dużym sukcesem propagował metodę w latach 50 i 60 ubiegłego stulecia głównie w Japonii, a później USA. Potwierdzeniem sukcesu jest fakt, że większość narzędzi trafiła do kanonu siedmiu złotych narzędzi Kaoru Ishikawy. Do dzisiaj używa się ich w przedsiębiorstwach opartych na Lean czy TQM.
SPC – cztery podstawowe elementy
SPC bazuje na statystyce. Monitorując swój proces jesteś w stanie dostrzec odchylenia, zmiany i zareagować przed pojawieniem się niezgodności. Dobre SPC musi zawierać cztery poniższe elementy:
Zdefiniowany pomiar parametru procesu (może to być wymiar rysunkowy lub inna charakterystyka mierzalna produktu)
Zdefiniowany sposób usprawniania procesu w przypadku odchyłek
Zdefiniowane sposoby monitorowania procesu (przegląd SPC codziennie, co godzinę, co tydzień w zależności od charakteru procesu)
Zdefiniowane ciągłe doskonalenie procesu aby wyniki pomiarów były jak najbliżej wartości nominalnej.
Jak zdążyliście przeczytać dobre SPC to nie tylko przeglądanie wykresów ale potężne narzędzie do zarządzania procesami. Dobrze prowadzone, odpowiednio często przeglądane po to aby wyciągać wnioski i wprowadzać jest niezawodną bronią w walce z niezgodnościami.
SPC z sukcesem można wykorzystywać również w procesach biznesowych. Nie ma co się ograniczać tylko do procesów przemysłowych. Należy tylko dobrze zdefiniować parametry oraz pomiary. Następnie zbierać informacje i analizować je za pomocą pięciu podstawowych narzędzi SPC o których przeczytasz w następnym akapicie.
Narzędzia SPC
SPC nie jest pojedynczym narzędziem do pomiaru procesu. Jest to zbiór narzędzi zdefiniowanych przez Shewarta i większość z nich znajduje się w zbiorze siedmiu złotych narzędzi jakości Kaoru Ishikawy. Stosowanie tych narzędzi jako pakiet daje bardzo duże możliwości weryfikowania spójności i powtarzalności procesu. Odpowiednie zrozumienie diagramów i ciągłe ich monitorowanie pozwala wyciągać natychmiastowe wnioski na temat odchyleń.
SPC – Histogram
Histogram to rodzaj wykresu, który w sposób uporządkowany pokazuje dane numeryczne. Pierwszy raz przedstawiony został przez Karla Pearsona, matematyka i statystyka z University College London. Było to jeszcze w XIX wieku. Budowa diagramu polega na umieszczeniu na osi X przedziałów a na osi Y wartości znajdujących się w danym przedziale. .
Ilość przedziałów określa się dzięki wzorom matematycznym w zależności od otrzymywanych wyników. Istnieją różne metody, które pozwalają oszacować przedziały histogramu. Reguła Rice’a czy formuła Sturges’a bazują na ilości wykonanych pomiarów. Formuła Doane’a, chyba najpowszechniej stosowana na polskich uczelniach, odnosi się do odchylenia standardowego.
Diagram Pareto jest to graficzny sposób zaprezentowania danych na wykresie słupkowym w sposób malejący.
Często na wykresie umieszcza się linię Lorenza, która jest sumą procentową kolejnych wartości. Skomplikowane :)?, poniższa grafika musi pomóc. Słupki to wartości poszczególnych kategorii, czerwona linia to krzywa Lorenza
Patrząc na wykres widzimy, że pierwsze dwie kategorie wad stanowią ok. 60% wszystkich problemów. Jeżeli chcemy uzyskać znaczącą poprawę procesu, wystarczy skupić się na wyeliminowaniu dwóch pierwszych przyczyn. W większości przypadków, zastosowanie znajdzie tu zasada Pareto. Dla twoich procesów sytuacja będzie identyczna. Zobaczysz, że 20% przyczyn, będzie powodowało 80% problemów, strat.
Karta kontrolna procesu przedstawia w sposób graficzny zmienność procesu produkcyjnego lub usługowego. Karta kontrolna na osi X posiada numer porządkowy pomiaru, oś Y to wynik pomiaru. Na wykresie karty kontrolnej znajdziesz również poziomą linię z wartością nominalną danego wymiaru (X).
Dodatkowo w zależności od specyfikacji produktu lub usługi posiada również poziome linie przedstawiające górną i dolną granicę wyników. Górną granicę przyjęto nazywać UCL (od angielskiego upper control limits) a dolną granicę LCL (jak się już pewnie domyślacie – lower control limits). Shewhart przedstawił obliczanie dolnej i górnej granicy wykresu poprzez zakres 3 sigma. Czyli UCL=(X)+3Sigma a LCL=(X)-3Sigma.
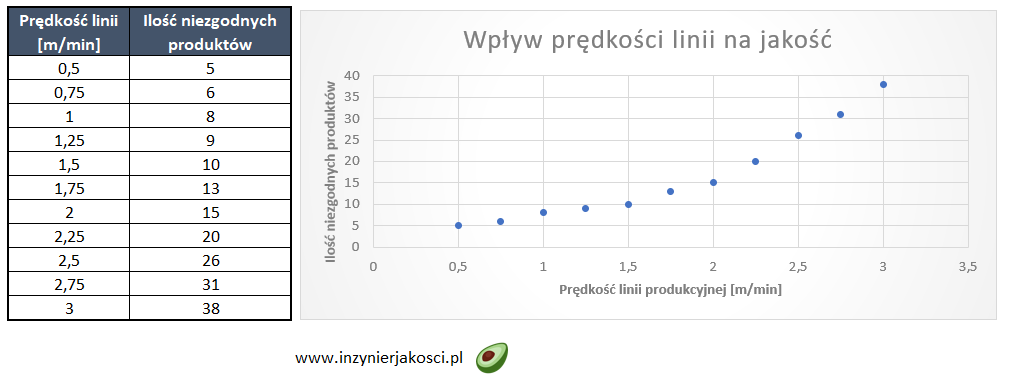
Diagram korelacji jest pomocny do analizy relacji pomiędzy zmiennymi. Jest to układ osi X i Y, w którym zmienne zależne od siebie rozmieszczone są w polu diagramu. Pisząc inaczej jest to wykres punktowy, gdzie zmienna A zależy od B.
Diagram korelacji ma szerokie zastosowanie w przemyśle. Odpowiednie powiązanie zmiennych procesowych pozwala znaleźć optymalne parametry procesu, pozwala wyznaczyć wpływ zmiennej A na wartość B oraz pomaga określić przyczyny problemu.
Diagram przebiegu procesu to prosty wykres przedstawiający wyniki z procesu w odniesieniu do linii czasu. Oś Y to ilość zmiennych lub wartości mierzalnych (np. średnia z danego dnia, godziny itp.), a oś X przedstawia czas w postaci dni, godzin, tygodni lub miesięcy w zależności od charakteru procesu lub produkcji.
Bardzo często na wykresie zaznacza się linię z celem lub wartością nominalną oraz linię ze średnią pomiarów danego dnia lub linią trendu. Pozwala to na łatwiejszą interpretacje wykresu. Dodatkowo dodaje się wartość górnej i dolnej tolerancji wymiaru. Poniżej znajdziecie przykład diagramu przebiegu procesu.
Nie musisz stosować wszystkich tych narzędzi aby sterować procesem. Nie mniej jednak warto spróbować zastosować takie pełne „combo”. Niezgodność nie ma szans ;). Nie wiesz jak dobrze wdrożyć SPC w firmie lub procesie? Mam dla Ciebie odpowiedź ;-).
Podstawowe wskaźniki SPC – CP, CPK
SPC to nie tylko prewencyjne narzędzia, ale również pomocne wskaźniki CP i CPK. Ciągłe
liczenie wskaźników pozwoli Ci zrozumieć jak zachowuje się procesu. W ten sposób ułatwisz
sobie analizę i sterowanie procesem. Wzory na wskaźniki znajdziesz poniżej:
Wskaźnik Cp określa rozkład wyników pomiarów. Jeżeli jego wartość wynosi 1, to znaczy, że
wszystkie wyniki powinny znajdować się pomiędzy sześcioma odchyleniami standardowymi.
Jeżeli pamiętasz statystykę ze szkoły, to zapewne wiesz, że w 6 odchyleniach standardowych
znajduje się 99,9 % wyników. W związku z tym różnica górnej tolerancji rysunkowej (USL) i dolnej tolerancji rysunkowej (LSL), podzielona przez właśnie 6 Sigma to wskaźnik Cp.
Wskaźnik Cpk powie Ci wprost w którym kierunku przemieszczają się wyniki, w lewo czy w prawo. Wskaźnik Cpk wyciąga minimalną wartość, pomiędzy odchyleniami od tolerancji rysunkowych na lewo od średniej i na prawo od średniej.
W idealnym przypadku Cp = Cpk lub być zbliżone, wówczas mamy pewność, że proces jest
stabilny. Oczywiście było by idealnie, gdyby wartość Cp była 2 lub więcej. Wówczas wiesz, że wyniki znajdują się dwa razy dalej od granic tolerancji. Proces jest bardzo stabilny.
Istnieją jeszcze bardzo przydatne wskaźniki takie jak Pp i Ppk. Wskaźniki te pozwalają sterować procesem z perspektywy długoterminowej. Szerzej mówię o nich w szkoleniu.
SPC jak wdrożyć?
SPC jesteś w stanie wdrożyć w każdej firmie produkcyjnej czy usługowej. Najlepiej sprawdza się przy nadzorowaniu charakterystyk mierzalnych. Od czego zacząć wdrażanie metody statystycznej kontroli procesu?
W pierwszej kolejności musisz określić wymiar który chcesz nadzorować. Dla każdego produktu można określić wymiar krytyczny. W dużych firmach jest on określony na poziomie rysunku technicznego. Jest to wymiar krytyczny dla kolejnych operacji, finalnego montażu całego komponentu lub dla klienta końcowego. Czy zawsze taki wymiar nadzoruje się poprzez SPC? Nie zawsze, ale w większości przypadków jest objęty nadzorem poprzez statystyczną kontrolę procesu.
Jeżeli chcesz nadzorować inne charakterystyki produktu również możesz to robić. Wybierz wymiar który Cię interesuje: może on wynikać z reklamacji otrzymywanych od klientów lub zgłoszeń o niezgodności z procesu.
Gdy wiesz już co chcesz mierzyć sprawdź czy jesteś w stanie to zrobić i czy pomiary są powtarzalne. W tym celu przeprowadź analizę MSA R&R o której więcej pisałem tutaj: Jak dobrze i szybko zrobić MSA R&R.
Kolejny krok to ustalenie interwałów pomiarów. Czy chcesz mierzyć 100% produktów czy może 50 sztuk z partii? Zależy to od Ciebie. Pamiętaj aby zachować ciągłość pomiarów dla danej próbki i nie robić pomiarów np. tylko raz w tygodniu. Chcesz mieć przegląd całego okresu. Następnie określ czas pomiarów. Jak długo chcesz robić analizę SPC? Tydzień, miesiąc, rok?
Gdy już to ustalisz zbieraj dane codziennie i analizuj za pomocą wyżej wymienionych narzędzi. Twórz wykresy i wyciągaj wnioski. Wszystko możesz zrobić za pomocą powszechnie dostępnego Excela. Nie wiesz jak stworzyć tego typu diagramy? Nic nie szkodzi. Mam je wszystkie dla Ciebie za darmo :).
Narzędzia do SPC w Excel
Przygotowałem w Excelu każde z poniższych narzędzi SPC. Możesz ściągnąć i śmiało korzystać ;-).
Diagram Pareto SPC – Formularz Excel
Karta kontrolna SPC – Formularz Excel
Histogram SPC – Formularz Excel
Diagram korelacji SPC – Formularz Excel
Diagram przebiegu procesu SPC – Formularz Excel
Wszystkie te narzędzia znajdziesz na stronie Darmowe narzędzia Excel. Może przydać Ci się również formularz do MSA R&R, również znajdziesz go na stronie z darmowymi narzędziami Excel ;-).
Jak utrzymać SPC?
Wdrożenie SPC niesie za sobą szereg zalet. Pierwszą i najważniejszą zaletą jest wykrywanie odchyleń w procesie przed pojawieniem się niezgodności. Nie ponosisz kosztów jakości, bo proces jest korygowany przed pojawieniem się odchyłki.
Inną bardzo ważną zaletą jest integracja zespołu wokół celu jakim są wskaźniki SPC. Pracownicy mają jasne wytyczne co do jakości ich pracy. Większość z nich zainteresuje się statystyką i wykresami które powstają dzięki ich codziennej pracy. W związku z tym nie przeglądaj SPC tylko i wyłącznie na ekranie swojego komputera.
SPC powinno być cyklicznie przeglądane z całym zespołem pracującym przy danym procesie lub produkcie. Staraj się omawiać wyniki w sposób ciekawy, a w przypadku odchyleń od standardu aktywuj dyskusję. Nikt tak jak operatorzy linii montażowej czy produkcyjnej nie powie Ci co mogło mieć wpływ na zaburzenie w Karcie Kontrolnej tego i tego dnia.
Bardzo istotne jest również ustalenie odpowiedzialności za prowadzenie w SPC. W tym przypadku musimy zadbać o ścisłą współprace pomiędzy działem wykonawczym i działem jakości. To dział produkcji, montażu, usług musi dostarczyć dane do analizy, a samą analizą powinien zajmować się Inżynier jakości. Brak jasno określonych zasad współpracy, przekazywania danych, rejestrowania odchyłek, tworzenia SPC oraz ustalenia dat przeglądów może budzić frustrację. Dlatego polecam usiąść do Diagramu Procesu i zmapować proces z przypisanymi odpowiedzialnościami.
Skuteczne wykorzystanie SPC to nie tylko reagowanie w przypadku odchylenia ale praca nad ciągłym doskonaleniem procesu. Jest to najlepsza metoda do tego aby bez braku kosztów jakości doskonalić proces. Warto stawiać cele w SPC i doskonalić proces tak aby wyniki pomiarów danych charakterystyk były jak najbliższe nominałowi nawet jeżeli są w granicach tolerancji. Zawężony wynik do minimum daje stabilność procesu a Tobie święty spokój.
SPC statystyczne sterowanie procesem – przykład
Przenieśmy się w myślach na południowy-wschód Polski gdzieś w okolice Bieszczad. W Ustrzykach Dolnych Pan Kazimierz prowadzi tartak. Produkuje w nim podstawowe produkty m.in deski na wymiar. Ostatnio dostaje sporo reklamacji od klientów w związku z brakiem zachowania wymiaru długości desek o wymiarze 1 metra. Pan Kazimierz jest pasjonatem jakości i stałym czytelnikiem bloga inzynierjakosci.pl :). W związku ze zdobytą wiedzą postawił zabrać się za jakość procesu cięcia desek na wymiar z pomocą SPC.
Pan Kazimierz określił wymiar długości deski na 1000 mm z dolną granicą 995 mm i górną 1005 mm. Następnie zabrał się za weryfikację metody pomiarowej. Deski mierzy taśmą mierniczą, która jest wystarczająca do przedstawienia tolerancji +- 5mm. Przeprowadzona próba powtarzalności i odtwarzalności pomiarów powiodła się. Pan Kazimierz wykonał ją za pomocą darmowego formularza z bloga inzynierjakosci.pl. System pomiarowy posiada zdolność pomiarową i stabilność.
Po wszystkich dotychczasowych akcjach Pan Kazimierz ustalił ramy czasowe dla SPC na 1 pełny miesiąc – od 1 września do 30 września. Podszedł do tematu bez skrupułów i orzekł 100% pomiary, każda winna być pomierzona. Produkował 100 desek dziennie. Pracownicy tartaku nie byli bardzo zadowoleni z dodatkowej pracy, ale co zrobisz? Nic nie zrobisz, trzeba mierzyć.
Następnie Pan Kazimierz ściągnął z bloga inzynierjakosci.pl darmowe formularze Excel i utworzył wykresy Pareto, Histogramu, Przebiegu procesu oraz Kartkę kontrolną. Odpuścił wykres korelacji, ponieważ nie widział na ten moment wartości dodanej.
Oto wyniki jakie uzyskał.
Już pierwszy tydzień analizy pozwolił ustalić, że piła do cięcia desek wymaga przeglądu i ustawiania wymiaru co 2 dni. W związku z procesem cięcia wymiar na pile rozregulowuje się. Wdrożenie nakazu ustawiania wymiaru co 2 dni na nominał pozwoliło produkować deski zgodne od dnia 8 września do końca miesiąca.
Pan Kazimierz pomimo uzyskania pozytywnych wyników postanowił utrzymywać SPC w swojej firmie. Zauważył zwiększenie świadomości pracowników oraz zainteresowanie narzędziami do analizowania wyników pomiarów.
Jeżeli interesuje Cię ten temat i chcesz zdobyć praktyczną i użyteczną wiedzę od wieloletnich ekspertów, to mamy dla Ciebie idealne rozwiązanie.
Wybierz szkolenie w Szkole Jakości:
dostępne jest natychmiast,
w najlepszej rynkowej cenie,
przygotowane przez ekspertów,
możesz konsultować się w grupie przez 365 dni od dnia zakupu
oraz zyskujesz Certyfikaty w dwóch językach wydawane przez instytucję szkoleniową o numerze 2.18/00117/2020.
Dzięki nam nie tylko poszerzysz swoją wiedzę, ale także zyskasz pewność siebie i motywację do dalszego rozwoju.
Nie ograniczaj się do tego, co już wiesz – zacznij budować swoją przyszłość już dziś i poznaj swój pełen potencjał. 🚨 Sprawdź szczegóły na stronie ➡️ SPC – Statystyczne Sterowanie Procesem
Podsumowanie
Chciało by się napisać bądź jak Pan Kazimierz i stosuj SPC :). Prewencyjne podejście do zarządzania jakością niesie za sobą wiele pozytywów i możliwość uniknięcia produktu niezgodnego. W celu przeprowadzania solidnej analizy potrzebne są zasoby i poświęcenie czasu ale rezultaty mogą być zdumiewające. Warto utrzymywać SPC dla charakterystyk krytycznych nawet wówczas gdy nie notuje wielu niezgodności. Lepiej zapobiegać niż leczyć.
Czy można użyć SPC jako podstawy do kontroli wyrywkowej Qaulity Specialist podczas Quality walk? Podczas wizyty na magazynie sprawdzam pewną ilość próbek z danego procesu. Zastanawiam się jak to opisać, jakiego narzędzia użyć. NIe jest to typowe SPC.