- You are here:
- Home »
- Umiejętności inżynierskie »
- Wizualna ocena spoin VT – Bartosz Zubrzycki

Wizualna ocena spoin VT – Bartosz Zubrzycki
Łączenie elementów przy pomocy procesu spawania w użytku przemysłowym opracowali Polscy inżynierowie. W 1929 r. powstał pierwszy na świecie most spawany na podstawie planów wykonanych przez zespół Prof. dr inż. Stefana Bryłę. Należy pamiętać też o opatentowanej metodzie używanej do dziś, jak spawanie elektrodowe – MMA w 1885 roku, której autorem był inż. Stanisław Olszewski. Jednak historia to nie wszystko, w dzisiejszym przemyśle pracujemy zgodnie z cyklem Deminga, z którego wynika, że elementy spawane, nawet najlepszymi metodami należy sprawdzać. Najprostszym i najszybszym sposobem jest wizualna ocena spoin – VT.
Cykl wpisów „Daj się poznać”
W związku z akcją „Daj się poznać”, publikuje na blogu Wasze wpisy! Jaki jest cel akcji? Celem jest możliwość przedstawienia swojej wiedzy, pokazania swoich umiejętności oraz przede pokazanie się szerszej publiczności. Blog inzynierjakosci.pl, poprzez ciągły i systematyczny rozwój od 2017, jest bardzo wysoko pozycjonowany w wyszukiwarce Google. Jest to szansa dla Ciebie, aby po wpisaniu twojego imienia i nazwiska w wyszukiwarkę, jako jeden z pierwszych wyników pojawił się tematyczny artykuł na tym blogu.
Autor dzisiejszego wpisu to Bartosz Zubrzycki – Zastępca pełnomocnika zarządu ds. Systemu zarządzania jakością, specjalista metrolog, kontroler jakości i również biegły sądowy. Od 4 lat posiada uprawnienia do wizualnej oceny spoin i certyfikat VT1, VT2. W dzisiejszym wpisie dzieli się wiedzą z zakresu kontroli wizualnej spoin. Profil na Linkedin.

Wizualna ocena spoin vt – zapis audio:
Wizualna ocena spoin VT
Na początku należy pamiętać, że spawanie jest procesem specjalnym (tuż obok lakierowania, obróbki cieplnej oraz montażu), wiec nigdy nie możemy być do końca pewni uzyskanego wyniku pomimo ścisłego nadzoru. W elementach, które wykorzystuje przemysł lotniczy (np. w skrzydłach) cały czas wykorzystuje się nitowanie zamiast spawania, ponieważ jest to proces pewniejszy, jeśli chodzi, o jakość końcowego połączenia.
Wizualna ocena spoin VT – dawka wiedzy na początek
Badania wizualne może wykonać każda osoba, która posiada podstawową wiedzę na temat spawalnictwa. Jednak tylko wykwalifikowany personel który ukończył kurs i zdał pozytywnie trudny egzamin może wydawać opinie wiążące. Podstawową normą opisującą certyfikacje personelu badań nieniszczących jest PN EN ISO 9712. Zawarto w niej informacje o warunkach, jakie musi spełniać kandydat ubiegającego się o uzyskanie certyfikatu kompetencji, jednego z trzech stopni:
- VT 1 – Najniższy stopień- umożliwia ocenę spoin pod nadzorem osoby z uprawnieniami drugiego lub trzeciego stopnia,
- VT 2 – Średni poziom – pozwala na samodzielną ocenę spoin oraz na nadzór nad osobami z uprawnieniami klasy pierwszej,
- VT 3 – Najwyższy poziom – umożliwia interpretowanie norm, nadawanie uprawnień pierwszego i drugiego stopnia (zgodnie z wymogami PN EN ISO 9712 oraz PN EN ISO 17024) oraz pisania procedur.
Rozpoczynając badania, osoba oceniająca powinna posiadać podstawową wiedzą do wykonania wizualnej oceny połącznia spawanego. Poniżej wymienione są elementy, na które należy zwrócić szczególną uwagę:Elementy składowe spoiny:
Elementy składowe spoiny – wizualna ocena spoin VT
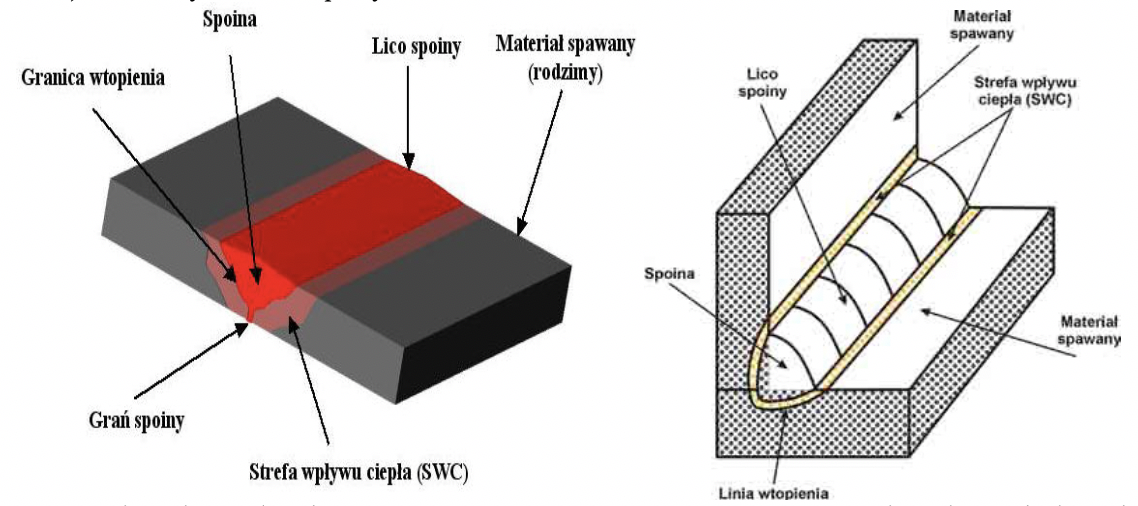
Rys 1. Opis spoiny czołowej Rys 2. Opis spoiny pachwinowej
- W rozróżnionych powyżej typach spoin (przerywane oraz ciągłe) możemy wydzielić podkategorie, które dzielą je na połączenia ciągłe oraz przerywane.

Rys 3. Spoina przerywana Rys 4. Spoina ciągła.
a5 –
grubość spoiny według oznaczenia z rysunku 3 oraz 4
n – krotność powtarzania się odcinków spawalniczych;
L –
długość pojedynczego odcinka spawania
(e) – odstęp pomiędzy odcinkami spawanymi.
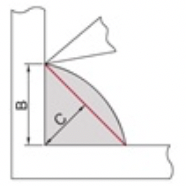
- Ponadto inspektor przystępując do oceny spoin musi zwrócić szczególną uwagę, na sposób, w jaki została zwymiarowana dana spoina. Sprawdza się czy w dokumentacji technicznej została ona (one) opisana, jako wymiar „a” lub „z”. Jest to bardzo ważne, kiedy będziemy posługiwać się spoinomierzem (zależnie od typu oznaczania wybieramy narzędzie, które wyświetli nam bezpośredni wynik. Możemy również użyć tylko spoinomierza uniwersalnego (w przypadku oznaczania z) i dokonać obliczeń przy pomocy Twierdzenia Pitagorasa.

Rys.5. Sposób wymiarowania spoiny „a” oraz „z”
a- Wymiar poprzeczny spoiny pachwinowej poprzedzony literą a jest wysokością a względem przeciwprostokątnej trójkąta prostokątnego równoramiennego, który wpisuje się w przekrój spoiny. W zasadzie jest to grubość spoiny pachwinowej.
z- Wymiar poprzeczny spoiny pachwinowej poprzedzony literą z jest przyprostokątną z trójkąta równoramiennego wpisanego w przekrój spoiny. Długość nominalna spoiny l jest równa długości złącza spawanego.
- Kolejnym elementem, który musi posiadać inspektor jest aktualne badanie wzroku (test widzenia), przeprowadzony zgodnie z wymaganiami PN EN ISO 9712
- Następnym wymaganiem jest odpowiednie oświetlanie min. 350 lx, zalecane 500 lx.
Światło powinno mieć temperaturę barwową ok. 5500 K. Takie oświetlenie możemy zapewnić używając latarki czołowej lub ręcznej o odpowiedniej sile światła
- Kolejną nieodzowną częścią wyposażenia badacza są narzędzia kontrolno-pomiarowe takie jak spoinomierz lub jeśli to konieczne endoskop.
Wizualna ocena spoin VT – Opis przypadku (Case)
Mierząc złącze jak na rys. nr 6 przy pomocy spoinomierza uniwersalnego otrzymamy wskazanie kwalifikujące wyrób, jako niezgodny. Spoina, która miała posiadać wymiar 4 mm została wykonana, jako 2 mm, (co jest niedopuszczalne). Używając spoinomierza MS3 i przeliczając wyniki pomiarów okaże się, że spoina posiada prawidłowy wymiar (rys. 7).

Rys. 6. Pomiar spoinomierzem uniwersalnym w wyniku, którego otrzymujemy wielkość „a”
Rys. 7. Pomiar spoinomierzem typu MS3 w wyniku, którego otrzymujemy wielkość „z”
Kolejnym ciekawym przykładem jest pomiar z rys. 8. Z uwagi na zmianę geometrii kształtu spoiny – pomiar wartość „z” ukaże nam wartość poprawną, natomiast przy pomiarze wartości „a” uzyskamy wynik, który jest dyskwalifikujący dla danej spoiny (z uwagi na wydłużenie przyprostokątnej wymiar nieoznaczony na rys. 8)

Rys. 8 Pomiar parametru „z” spoinomierzem typu MS3
Podczas tego typu pomiarów może się okazać, że spoina nie spełnia wymagań dokumentacji technicznej (jej wymiary geometryczne są zbyt niskie). W takiej sytuacji zamiast wyciąć spoinę możemy ją napawać kolejnym (kolejnymi) ściegami. Może to jednak spowodować przesadę w drugą stronę i wymiar założony wynoszący 10mm będzie wynosił 20mm. W konstrukcjach niewielkich jak garaż nie stanowi to dużego problemu, gorzej jest, kiedy mamy styczność z konstrukcją, której masa wynosi 100 t (np. galeria handlowa). Może doprowadzić to, że spoiny zwiększą masę konstrukcji na tyle, że będzie trzeba ją transportować na plac budowy nie pięcioma ładunkami a sześcioma. To wygeneruje dodatkowy koszt (nie zapominajmy, iż drut spawalniczy, gazy osłonowe oraz czas spawacza użyty w nadmiarze jest wyłącznie stratą dla producenta, nie przynosi żadnego zysku dla odbiorcy poza opóźnieniem). Mamy wtedy do czynienia z niezgodnością 516 „asymetria spoiny pachwinowej”
Wizualna ocena spoin VT – sposoby inspekcji
Osoba wyposażona w wiedzę oraz narzędzia powinna zapoznać się z dokumentacja techniczną oraz normą na podstawie, której będzie wykonywać badania, najczęściej jest to PN EN ISO 5817. Sposoby inspekcji zgodnie z tymi wytycznymi przedstawione są poniżej. Badanie wykonuje się pod katem min. 30° i zalecanym oświetleniem 500 lx, odległość obiektu badanego od oka obserwatora powinna wynosić około min. 600 mm

Rys. 9a. Sposób badania spoin czołowych okiem nieuzbrojonym oraz przy pomocy endoskopu.

Rys. 10. Przykłady badań wizualnych złączy spawanych:
a) bezpośrednich, zdalnych, c) bezpośrednich: badanie ogólne (l > 600 mm, α ≥ 30°, E ≥ 160 lx), badanie miejscowe (l ≤ 600 mm, α ≥ 30°, E ≥ 500 lx)
Wizualna ocena spoin VT – typowe wady spoin
W niżej wymienionej normie mamy podane poziomy, jakości B; C oraz D. Zależnie od wymagań dokumentacji wybieramy odpowiedni poziom i dokonujemy oceny. W wymaganiach normy PN ENE ISO 5817 istnieje kilka niezgodności, które nie są dopuszczalne w żadnej grupie (norma dotycząca konstrukcji stalowych PN EN ISO 1090 posiada dodatkowo poziom jakości B+, natomiast norma PN EN ISO 12953 dotycząca kotłów płomieniowych poziom oznaczony jako S ) Przedstawione są one poniżej:




Podsumowanie – czyli wiedza na przyszłość
Kto z nas nie spotkał się z awarią rur ciepłowniczych podczas świat Bożego Narodzenia?
Spowodowane jest to najczęściej pękającą spoiną – z uwagi na trudne warunki pracy: duże natężenie przepływu oraz niska temperatura. Życie przynosi nam niestety więcej niemiłych zdarzeń związanych ze spoinami, których jakość jest niewystarczającą np.: od pękających ram w rowerze, barierce na tarasie czy też przęseł ogrodzeniowych, aż po uszkodzone ramiona koparek.
Decydując się na zakup jakiegokolwiek elementu spawanego sprawdźmy jak wyglądają połącznia spawane, by nie mieć nieprzyjemności, kiedy złamie się nam rama w rowerze lub ktoś spadnie z balkonu trzymając w ręku kawałek barierki.
Należy jednak pamiętać również, iż nawet najlepiej wykonana ocena wizualna może przynieść wynik taki, że połącznie spawane jest wolne od niezgodności. W kolejnych procesach technologicznych następujących po spawaniu np.: w obróbce strumieniowo-ściernej mogą ujawnić się wcześniej niewidoczne wady (np. otworzenie się porów po śrutowaniu).
Możemy też skorzystać z tego, co oferuje nam nowoczesna technologa, dzięki którem przy użyciu WIKI-SCAN możemy ocenić większość połączeń spawanych. Urządzanie kosztuje ok. 16000 euro. Musimy pamiętać też o tym, aby nie wykonywać badań wizualnych na podstawie fotografii ocenianej spoiny.
Wyniki badań wizualnych należy umieścić na formularzu dostępnym w plikach do pobrania.
5. Bibliografia
– PN EN ISO 9712 ”Badania nieniszczące — Kwalifikacja i certyfikacja personelu badań nieniszczących”
– PN EN ISO 5817 „Spawanie — Złącza spawane ze stali, niklu, tytanu i ich stopów (z wyjątkiem spawanych wiązką) — Poziomy, jakości według niezgodności spawalniczych”
– Instrukcja obsługi spoinomierza MS3
–https://www.e-darmet.pl/sprawdzian-elektroniczny-do-spoin-20mm-indisen-1232-0200-id-53691.html
–https://strefa-spawania.pl/oznaczenia-spoin-na-rysunkach
–http://www.obliczeniowo.com.pl/329
-Kontrola nieniszcząca złączy spawanych podręcznik dla personelu o średnich kwalifikacjach i spawaczy wydany przez Instytut Spawalnictwa
Autorzy: Natalia Roguska, Bartosz Zubrzycki